 |
|  |
|






 首页 > 产品与方案
首页 > 产品与方案

 生产厂商:代理产品
生产厂商:代理产品- 适应行业:美松科技

概述
随着社会的发展和企业的进步,信息化管理已经成为企业管理水平的一个重要标志。企业的计量管理工作的水平又决定着企业的产品质量,从而影响着企业的生存和发展,计量管
理工作是贯彻ISO9000标准的重要组成部分,也是企业根据《计量法》实施法制管理的重要内容,为了满足企业的计量器具管理的需要,我们根据中国计量测试学会提出的设计方案
,了解众多企业的需求,设计、研究、开发出了系列《计量测试管理信息系统MMIS》的计量管理软件。该系统应能动态刷新计量器具的检定状态,产生计量管理所需要的各种报表
,打印各类器具清册,自动产生各种计划报表、通知单、形成周检月报表年报表、报表支持用户定义;可以进行各种数据查询与修改、统计、测量计算;可以进行计量器具收发管
理、检定等功能等。
功能详述
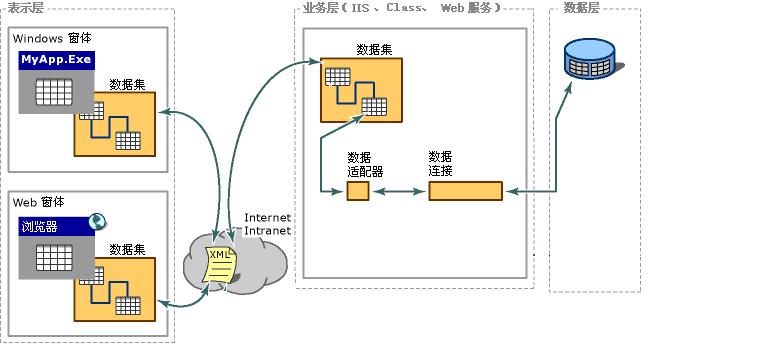
该计量测试管理信息系统是基于web页面为主界面,在客户端安装 .NET framework 2.0
通过IE访问智能客户端程序来完成各项工作的。
一、 器具管理器具管理包括:标准装置、标准器及配套设备、工作器具等计量器具的管理
二、计划管理
完成对计量器具得采购年计划和月计划的制定、审批、执行;以及完成器具随检计划、抽检的制定与执行
三、器具登记
完成管理员、标准器具州捡、工作器具州检、工作器具随检、工作器具抽检的登记工作。
四、检定/校准 check/calibrate
根据计划完成对计量器具的鉴定与校准,并实行校准信息的管理,包括管理员检定结果管理、综合检定结果管理、检定证书管理。
五、统计与报表
完成系统报表数据处理,包括标准装置、标准器及配套设备、工作器具等信息的报表处理;以及检定费用统计、计划/实检数量统计、标准器及配套设备周检合格率统计、工作器具
周检合格率统计、工作器具随检合格率统计、工作器具抽检合格率统计。
六、 测量计算
1、A类不确定度计算
应用范围:适用于对同一稳定的量进行n≥3次重复独立测量时,测量结果及其A类标准不确定度的计算。其中含有粗大误差的任一测量异常值,将进行自动剔除。
设计说明:首先,需要输入测量次数n,然后输入每次的测量值X1、X2、…、Xn,当所有测量值输入完毕后,在按“计算”按钮,则可计算出“A类标准不确定度”、“测量结果”
、“采用的有效值次数”。有效值:是指剔除异常值后,剩下的测量值。
2 、B类及扩展不确定度计算
应用范围:本程序适用于已知N个独立自变量的估计值、不确定度及其包含因子,而可求出其函数的估计值----测量结果,及其扩展不确定度。也适用于已知某个自变量的估计值,
及其不确定度来源多个独立因素的影响的扩展不确定度及其包含因子,可求出该变量的扩展不确定度。
设计说明:设计时将提供30 个数学函数,用户可根据需要组合选用,该功能是本不确定度计算软件的一大特点。对于公式的说明,用户可以使用鼠标在要点击的按键处稍作停留,
屏幕便可显示出对该数学函数的中文注释,方便用户正确的使用所提供数学函数。
首先输入自变量个数n,然后输入数学模型,选择B类和A类标准不确定度(单击列表中的某一项作为选择项)、输入自变量的值和其相对应的相关项,然后按“计算”按钮,可计算
出:“测量结果函数y”、“扩展不确定度U”、“合成标准不确定度”、“包含因子”、与自变量相对应的u(xi)、ci、ui(y)。
3、MCP值计算 MCP caculation
① 参数检测和过程监控的MCP值的计算。
MCP值分A、B、C、D、E五档,A:足够,B:一般,C:一般,D:不足,E:低。
MCP=被测对象的公差/(2X测量设备的绝对误差)。
该MCP值应该是A、B、C、D、E其中之一档。
②参数测量的MCP值的计算。
MCP值分A、B、C、D、E五档,A:足够,B:一般,C:一般,D:不足,E:低。
MCP=被测对象的公差/(1.5X测量设备的绝对误差U1)。
该MCP值应该是A、B、C、D、E其中之一档。
③U值的计算。caculation of U
有些高级用户需要自己计算U值,U值的计算是专门为这些用户提供的。
地址:北京市昌平区北七家镇宏福创业园美飒格 邮编:102209 京ICP备20022907 本网站由美飒格云提供云计算及安全服务
北京美飒格松柏科技发展有限公司 版权所有 Copyright All rights reserved